ਕਸਟਮ-ਮੇਡ ਮੈਟਲ ਸਟੀਲ ਆਇਰਨ ਮੈਟਲ ਪਾਰਟਸ ਸੀਐਨਸੀ ਮਿਲਿੰਗ ਸੇਵਾ



ਛੋਟਾ ਵਰਣਨ

(1) ਸਟੈਪ ਸ਼ਾਫਟ ਨੂੰ ਮੋੜਦੇ ਸਮੇਂ, ਮੋੜ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਵੱਡੇ ਵਿਆਸ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਪਹਿਲਾਂ ਮੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਛੋਟੇ ਵਿਆਸ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਬਾਅਦ ਵਿੱਚ ਮੋੜਨਾ ਚਾਹੀਦਾ ਹੈ।
(2) ਸ਼ਾਫਟ ਵਰਕਪੀਸ 'ਤੇ ਸਲਾਟ ਕੱਟਣ ਵੇਲੇ, ਇਸ ਨੂੰ ਵਰਕਪੀਸ ਦੇ ਵਿਗਾੜ ਨੂੰ ਰੋਕਣ ਲਈ ਮੁਕੰਮਲ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
(3) ਥਰਿੱਡ ਸ਼ਾਫਟ ਵਾਲੀ ਵਧੀਆ ਕਾਰ, ਆਮ ਤੌਰ 'ਤੇ ਥਰਿੱਡ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਚ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਫਿਰ ਧਾਗੇ ਵਾਲੇ ਹਿੱਸੇ ਤੋਂ ਬਿਨਾਂ ਵਧੀਆ ਕਾਰ।
(4) ਡ੍ਰਿਲਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਵਰਕਪੀਸ ਦੇ ਸਿਰੇ ਦਾ ਚਿਹਰਾ ਬਰਾਬਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਜੇ ਲੋੜ ਹੋਵੇ ਤਾਂ ਕੇਂਦਰ ਵਿੱਚ ਛੇਕ ਪਹਿਲਾਂ ਬਣਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
(5) ਡੂੰਘੇ ਮੋਰੀਆਂ ਨੂੰ ਡ੍ਰਿਲ ਕਰਦੇ ਸਮੇਂ, ਗਾਈਡ ਹੋਲ ਆਮ ਤੌਰ 'ਤੇ ਪਹਿਲਾਂ ਡ੍ਰਿਲ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
(6) ਮੋੜ (φ 10-φ 20) ਮਿਲੀਮੀਟਰ ਮੋਰੀ, ਚਾਕੂ ਡੰਡੇ ਦਾ ਵਿਆਸ ਅਪਰਚਰ 0.6-0.7 ਵਾਰ ਸੰਸਾਧਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਆਸ 20 ਮਿਲੀਮੀਟਰ ਮੋਰੀ ਤੋਂ ਵੱਧ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਚਾਕੂ ਦੇ ਸਿਰ ਨੂੰ ਕਲੈਂਪ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
(7) ਮਲਟੀ-ਥਰਿੱਡ ਜਾਂ ਮਲਟੀ-ਵਾਰਮ ਨੂੰ ਮੋੜਦੇ ਸਮੇਂ, ਐਕਸਚੇਂਜ ਗੇਅਰ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਬਾਅਦ ਟ੍ਰਾਇਲ ਕੱਟਣਾ ਚਾਹੀਦਾ ਹੈ।
(8) ਆਟੋਮੈਟਿਕ ਖਰਾਦ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਟੂਲ ਅਤੇ ਵਰਕਪੀਸ ਦੀ ਸੰਬੰਧਿਤ ਸਥਿਤੀ ਨੂੰ ਮਸ਼ੀਨ ਟੂਲ ਐਡਜਸਟਮੈਂਟ ਕਾਰਡ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਅਜ਼ਮਾਇਸ਼ ਮੋੜ ਨੂੰ ਐਡਜਸਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਪਹਿਲੇ ਯੋਗ ਟੁਕੜੇ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ;ਮਸ਼ੀਨਿੰਗ ਦੇ ਦੌਰਾਨ ਟੂਲ ਵੀਅਰ ਅਤੇ ਵਰਕਪੀਸ ਦੇ ਆਕਾਰ ਅਤੇ ਸਤਹ ਦੀ ਖੁਰਦਰੀ ਵੱਲ ਧਿਆਨ ਦਿਓ।

(9) ਲੰਬਕਾਰੀ ਖਰਾਦ ਨੂੰ ਚਾਲੂ ਕਰਦੇ ਸਮੇਂ, ਜਦੋਂ ਟੂਲ ਰੈਸਟ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਬੀਮ ਨੂੰ ਮਰਜ਼ੀ ਨਾਲ ਨਹੀਂ ਹਿਲਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
(10) ਜਦ workpiece ਸਤਹ ਸਥਿਤੀ ਸਹਿਣਸ਼ੀਲਤਾ ਲੋੜ, ਇੱਕ clamping ਵਿੱਚ ਮੋੜ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰੋ.
(11) ਬੇਲਨਾਕਾਰ ਗੀਅਰ ਨੂੰ ਖਾਲੀ ਕਰਨ ਵੇਲੇ, ਮੋਰੀ ਅਤੇ ਹਵਾਲਾ ਸਿਰੇ ਦਾ ਚਿਹਰਾ ਇੱਕ ਕਲੈਂਪਿੰਗ ਵਿੱਚ ਸੰਸਾਧਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਜੇ ਜਰੂਰੀ ਹੋਵੇ, ਤਾਂ ਸਿਰੇ ਦੇ ਚਿਹਰੇ ਦੇ ਗੇਅਰ ਇੰਡੈਕਸਿੰਗ ਸਰਕਲ ਦੇ ਨੇੜੇ ਇੱਕ ਮਾਰਕਿੰਗ ਲਾਈਨ ਖਿੱਚੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।
ਉਤਪਾਦ ਵਰਣਨ
| ਆਈਟਮ | ਮੁੱਲ |
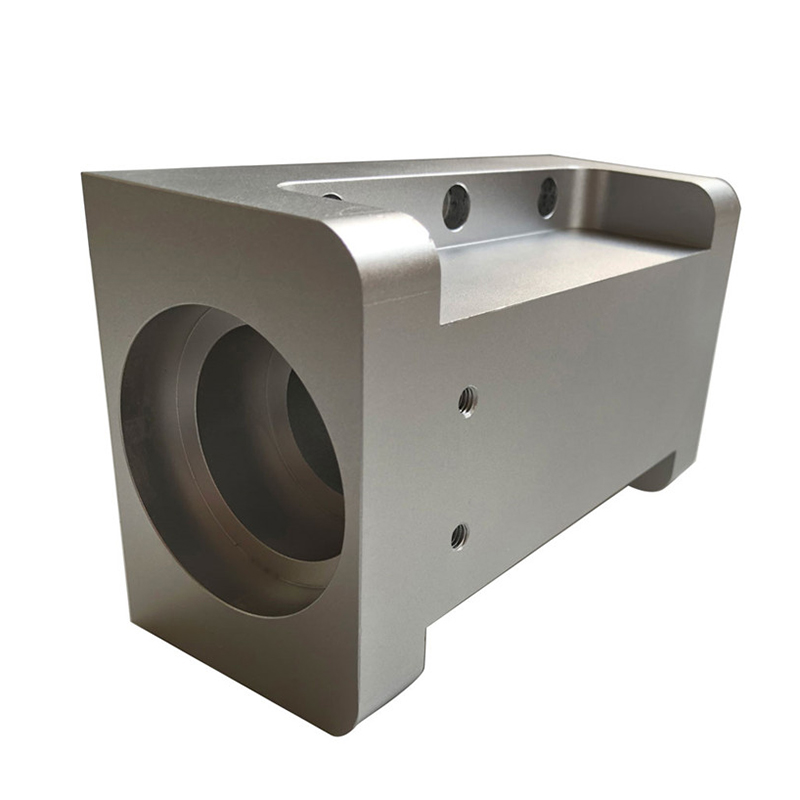
| ਨਾਮ | ਕਸਟਮ ਸੀਐਨਸੀ ਮਿਲਿੰਗ ਪਾਰਟਸ ਮਸ਼ੀਨਿੰਗ ਸਰਵਿਸ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਆਈਟਮਾਂ ਪਿੱਤਲ ਦੇ ਗਰਮ ਫੋਰਜਿੰਗ ਪਾਰਟਸ |
| ਸਮੱਗਰੀ | ਸਾਟਿਨ ਰਹਿਤ ਸਟੀਲ, ਲੋਹਾ, ਅਲਮੀਨੀਅਮ, ਮਿਸ਼ਰਤ ਧਾਤ, ਪਿੱਤਲ ਆਦਿ। |
| ਸਹਿਣਸ਼ੀਲਤਾ | ±0.02mm |
| ਆਕਾਰ ਜਾਂ ਸ਼ਕਲ | ਗਾਹਕ ਡਰਾਇੰਗ ਜ ਬੇਨਤੀ ਅਨੁਸਾਰ |
| ਐਪਲੀਕੇਸ਼ਨ | ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ |
| ਡਰਾਇੰਗ ਸਵੀਕਾਰ ਕੀਤੀ ਗਈ | ਸਾਰੇ ਫਾਰਮੈਟ।ਜਿਵੇਂ ਕਿ: ਕੈਡ, ਪੀਡੀਐਫ, ਸੋਲਿਡ ਵਰਕਸ, ਪ੍ਰੋਈ, ਯੂਜੀ, ਆਦਿ। |
| ਮਸ਼ੀਨਿੰਗ | ਲੇਜ਼ਰ ਕਟਿੰਗ, ਸੀਐਨਸੀ ਪੰਚਿੰਗ, ਮੋੜਨਾ, ਮੋੜਨਾ, ਮਿਲਿੰਗ, ਰੀਵਾਈਟਿੰਗ, ਵੈਲਡਿੰਗ, ਪਾਲਿਸ਼ਿੰਗ, ਅਸੈਂਬਲੀ |
| ਗੁਣਵੱਤਾ ਕੰਟਰੋਲ | ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ISO 9001,100% QC ਟੈਸਟ। |
| ਸਤਹ ਦਾ ਇਲਾਜ | ਪਾਲਿਸ਼ ਕਰਨਾ, ਬੁਰਸ਼ ਕਰਨਾ, ਕਰੋਮ, ਪੇਂਟਿੰਗ, ਪਾਊਡਰ ਕੋਟਿੰਗ, ਗਰਮ ਡਿੱਪ, ਸਪਰੇਅ ਆਦਿ। |
| ਅਦਾਇਗੀ ਸਮਾਂ | 7-30 ਦਿਨ |
| ਸੇਵਾ ਮੋਡ | OEM ਜਾਂ ODM, ਅਨੁਕੂਲਿਤ |
| ਸਰਟੀਫਿਕੇਟ | ISO 9001 |
| ਵਿਸ਼ੇਸ਼ਤਾ ਜਾਂ ਫਾਇਦਾ | R&D ਯੋਗਤਾ, ਮੁਫਤ ਡਿਜ਼ਾਈਨ, ਸਭ ਕੁਝ ਇੱਕ ਹੱਲ ਵਿੱਚ. ਲਾਗਤ ਵਿੱਚ ਕਮੀ। |
| ਅਨੁਭਵ | 2012 ਤੋਂ OEM ਅਤੇ ODM |





ਲੈਂਬਰਟ ਸ਼ੀਟ ਮੈਟਲ ਕਸਟਮ ਪ੍ਰੋਸੈਸਿੰਗ ਹੱਲ ਪ੍ਰਦਾਤਾ.
ਵਿਦੇਸ਼ੀ ਵਪਾਰ ਵਿੱਚ ਦਸ ਸਾਲਾਂ ਦੇ ਤਜ਼ਰਬੇ ਦੇ ਨਾਲ, ਅਸੀਂ ਉੱਚ ਸਟੀਕਸ਼ਨ ਸ਼ੀਟ ਮੈਟਲ ਪ੍ਰੋਸੈਸਿੰਗ ਪਾਰਟਸ, ਲੇਜ਼ਰ ਕੱਟਣ, ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨ, ਮੈਟਲ ਬਰੈਕਟਸ, ਸ਼ੀਟ ਮੈਟਲ ਚੈਸਿਸ ਸ਼ੈੱਲ, ਚੈਸੀ ਪਾਵਰ ਸਪਲਾਈ ਹਾਊਸਿੰਗ, ਆਦਿ ਵਿੱਚ ਮੁਹਾਰਤ ਰੱਖਦੇ ਹਾਂ। ਅਸੀਂ ਵੱਖ-ਵੱਖ ਸਤਹ ਇਲਾਜਾਂ, ਬੁਰਸ਼ਿੰਗ ਵਿੱਚ ਨਿਪੁੰਨ ਹਾਂ। , ਪਾਲਿਸ਼ਿੰਗ, ਸੈਂਡਬਲਾਸਟਿੰਗ, ਛਿੜਕਾਅ, ਪਲੇਟਿੰਗ, ਜੋ ਕਿ ਵਪਾਰਕ ਡਿਜ਼ਾਈਨ, ਬੰਦਰਗਾਹਾਂ, ਪੁਲਾਂ, ਬੁਨਿਆਦੀ ਢਾਂਚੇ, ਇਮਾਰਤਾਂ, ਹੋਟਲਾਂ, ਵੱਖ-ਵੱਖ ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ, ਆਦਿ 'ਤੇ ਲਾਗੂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਸਾਡੇ ਕੋਲ ਉੱਨਤ ਪ੍ਰੋਸੈਸਿੰਗ ਉਪਕਰਣ ਅਤੇ ਉੱਚ ਪੱਧਰੀ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ 60 ਤੋਂ ਵੱਧ ਲੋਕਾਂ ਦੀ ਇੱਕ ਪੇਸ਼ੇਵਰ ਤਕਨੀਕੀ ਟੀਮ ਹੈ। ਸਾਡੇ ਗਾਹਕਾਂ ਲਈ ਗੁਣਵੱਤਾ ਅਤੇ ਕੁਸ਼ਲ ਪ੍ਰੋਸੈਸਿੰਗ ਸੇਵਾਵਾਂ।ਅਸੀਂ ਆਪਣੇ ਗਾਹਕਾਂ ਦੀਆਂ ਪੂਰੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਸ਼ੀਟ ਮੈਟਲ ਦੇ ਹਿੱਸੇ ਤਿਆਰ ਕਰਨ ਦੇ ਯੋਗ ਹਾਂ।ਅਸੀਂ ਗੁਣਵੱਤਾ ਅਤੇ ਡਿਲੀਵਰੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਆਪਣੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਲਗਾਤਾਰ ਨਵੀਨਤਾ ਅਤੇ ਅਨੁਕੂਲਿਤ ਕਰ ਰਹੇ ਹਾਂ, ਅਤੇ ਅਸੀਂ ਆਪਣੇ ਗਾਹਕਾਂ ਨੂੰ ਗੁਣਵੱਤਾ ਸੇਵਾ ਪ੍ਰਦਾਨ ਕਰਨ ਅਤੇ ਸਫਲਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਵਿੱਚ ਉਹਨਾਂ ਦੀ ਮਦਦ ਕਰਨ ਲਈ ਹਮੇਸ਼ਾ "ਗਾਹਕ ਕੇਂਦਰਿਤ" ਹਾਂ।ਅਸੀਂ ਸਾਰੇ ਖੇਤਰਾਂ ਵਿੱਚ ਆਪਣੇ ਗਾਹਕਾਂ ਨਾਲ ਲੰਬੇ ਸਮੇਂ ਦੇ ਸਬੰਧ ਬਣਾਉਣ ਦੀ ਉਮੀਦ ਕਰਦੇ ਹਾਂ!







